Сварка металлических труб своими руками
Сварка металлических труб своими руками
Выполнение сварки металлических труб своими руками требует определенных знаний. Разберем тонкости технологии сварки и определим параметры подбора электродов и оборудования.
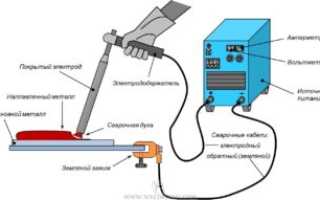
Сварка незаменима при прокладке трубопроводов. И если раньше сделать эту работу мог только профессионал, то сегодня выполнить сварку металлических труб своими руками с помощью бытового электрического аппарата сможет даже начинающий монтажник. Но для того, чтобы качество соединения не вызывало нареканий, необходимо разобраться с технологией. Постараемся осветить все вопросы подбора оборудования и создания сварочного шва.
Особенности сварки водопроводной трубы
Для прочного надежного соединения необходимо оставлять зазор 1-2 мм, тогда расплавленный металл образует шов с обратным наплывом, края трубы равномерно на молекулярном уровне соединяются между собой. Зазор размером менее 1 мм с таким качеством соединить сложнее. Трубопровод сначала собирают, затем подключают воду. Отдельные элементы системы проверяют специальным оборудованием на надежность опрессовки под повышенным давлением.
Сварку магистральных трубопроводов делают электродуговыми аппаратами. Способ гарантированно выдерживает необходимый срок эксплуатации, если выполнены технологические условия. Диаметры труб менее 50 мм в разводке домов часто делаются газовым оборудованием. В условиях ограниченного пространства и недостатка квалификации исполнителей, обладающих навыками электросварщика, этот способ оказывается предпочтительнее.
При ремонте газовая сварка также применяется чаще. Однако при невозможности отключения подачи воды способ не используется. Температура свариваемого участка не успевает доходить до нужных значений. Вода охлаждает металл, надежного соединения не получится. Единственный вариант, когда пользуются этим методом не отключая магистральную подачу — если выше места протечки имеется внутренняя запорная арматура, позволяющая на этом участке сбросить давление. Если конструкция системы позволит образоваться воздушной пробке, есть шансы качественно сварить место свища.
Принципиальная разница газового и электродугового оборудования заключается в том, что во втором случае нет необходимости прогревать металл. Нужную температуру он набирает за доли секунды.
Опасность представляет горячий пар, выброс которого может привести к ожогам. Не рекомендуется заваривать трубу с горячей водой электросваркой. В случае прорыва последствия могут быть критическими. Работы выполняются в маске, перчатках, спецодежде. Повышенная влажность опасна рисками поражения электрическим током. Выполняя работу необходимо соблюдать технику безопасности при подключении к сети, размещении кабелей.
Сварка стальных труб
Сварка труб круглого сечения производится беспрерывным швом. То есть, если процесс начался с одной точки, то он должен закончиться на ней же, не отрывая электрода от свариваемой поверхности. При сварке труб большого диаметра (свыше 110 мм) одним электродом заполнить шов невозможно. Поэтому необходимо применять многослойную сварку, где количество слоев определяется толщиною стенок труб. К примеру:
- Если толщина стенки 6 мм, то достаточно и двух слоев металла.
- 6-12 мм – сварка производится в три слоя.
- Больше 12 мм – больше четырех слоев.
Внимание! Многослойная сварка производится с одним требованием. Перед нанесением последующего слоя предыдущих должен остыть.
Сборка трубопровода
Перед тем как сваривать трубы, чтобы упростить поставленную задачу, необходимо собрать сварочный стык. То есть, устанавливаете трубы согласно конструкции сборки, зажимаете их, чтобы они не двигались и не смещались. После чего делается прихватка. Это когда делается точечная сварка в одном месте, если трубопровод собирается из изделий большого диаметра, то прихватку можно делать в нескольких местах.
В принципе, все готово, можно варить трубопровод. Казалось бы, на этом разговор о сварке можно было бы и завершить. Но для начинающих сварщиков он только начинается, потому что сварочный процесс, связанный со сборкой трубопроводов, это большое количество нюансов. Вот только некоторые из них, которые необходимо взять на вооружение.
- Варить трубы толщиною более 4 мм можно коренным швом, это когда металл заполняет пространство между кромками во всю глубину, и валковым, когда сверху шва образуется валик высотою 3 мм.
- При соединении труб диаметром 30-80 мм вертикальным швом технология чуть отличается от нижнего расположения шва. Сначала заполняется объем 75%, затем остальное пространство.
- При многослойной технологии сварки горизонтальный шов варится двумя слоями так, чтобы последующий наносился в противоположном направлении, чем предыдущий.
- Точка соединения слоя нижнего не должна совпадать с такой же точкой слоя верхнего. Замковая точка – это конец (начало) шва.
- Обычно при сварке труб последние надо все время поворачивать. Делают это вручную, поэтому необходимо знать, что оптимальный сектор поворота 60-110°. Просто в этом диапазоне шов располагается в удобном для сварщика месте. Его длина самая максимальная, и это позволяет контролировать беспрерывность шовного соединения.
- Самое сложно, как считают многие сварщики, это поворачивать трубопровод сразу на 180° и при этом соблюсти качество сварного шва. Поэтому при таком повороте рекомендуется технологию сварки изменять. То есть, сначала проваривается шов на глубину до 2/3 одним или двумя слоями. Затем трубопровод поворачивается на 180°, где шов заполняется полностью в несколько слоев. Далее опять идет поворот на 180°, где шов до конца заполняется металлом электрода. Кстати, такие стыки называются поворотными.
- Но есть и неповоротные стыки, это когда труба к трубе приваривается в неподвижной конструкции. Если трубопровод расположен горизонтально, то варить стык между его частями надо, разделив его на две части. Сварка начинается с нижней точки (потолочной) и перемещается к верхней. Точно также сваривается и вторая половина стыка.
И последний этап в технологии сварки труб – это контроль качества шва. Его необходимо обстучать молотком, чтобы сбить шлак. Затем визуально проверить на наличие трещин, выемок, сколов, прожогов и не проваров. Если трубопровод предназначен для жидкостей или газов, то после сборки в него запускают воду или газ, чтобы проверить на предмет протечек.
Процесс сварки на самом деле мероприятие ответственное. И только опыт сварщика может с первого раза гарантировать качество конечного результата. Но опыт – дело наживное. Предлагаем посмотреть видео – как правильно варить стальные трубы.
Фитинговые соединения
Такой крепеж требуется если труба будет иметь загибы или разветвления. Для этого на торце профтрубы выполняется спецкрепеж, который и называется фитинговым. Фитинг существует трех типов:
- Имеет форму тройников и переходник в виде креста.
- В виде уголков.
- Имеющий вид муфты.
Уголки делаются для того, чтобы изменить направление трубы. Фиксация крестовин и тройников выполняется на ответвлениях профтруб и они могут соединить даже несоответствующие по размеру металлоизделия. Муфты закрепляются на местах стыка.
Применение каждого из типов соединений зависит от вида изделия и его предназначения, используемых материалов и имеющихся инструментов.
Для качественного соединения профильных труб чаще всего используют сварку. Сварочные соединения применяют в соответствии с материалом труб, наличием оборудования для варки и условий для проведения работ. При применении сварки конечный результат получается более надежным, соединение отличается добротностью и прослужит более длительный срок, чем при других методах стыковки. Но в некоторых случаях необходимо провести соединение профтруб без сварки для возможной последующей разборки сооружения с сохранением изначального состояния металлоизделий. Для этого используют соединительные элементы или «краб-системы».
Сварка труб ручной дуговой сваркой
Профессионалы советуют при сварке труб ручной дуговой сваркой делать тройной шов – он будет надёжнее одиночного. Наиболее удобно работать сварщику с поворачиваемой трубой. Сварка так называемых поворотных стыков производится следующим образом:
- сначала соединяется одна четверть диаметра трубы;
- потом трубу поворачивают на 180 градусов, и варится противоположный первому шву участок;
- далее новый поворот и сварка второй четверти диаметра трубы;
- после этого производится ещё одно вращение трубы, и соединяется оставшейся участок.
После очистки от окалины на первый шов наносят второй. Заключительный третий шов начинают наносить с противоположной стороны второму шву.
При сварке жёстко зафиксированной трубы применяется иная методика:
- первый шов ведут снизу вверх до половины диаметра трубы, а потом опускается вниз, обратно к началу;
- нанесение второго шва начинают также снизу, но ведут с другой стороны и в обратном направлении.
Другие способы сварки
Подобный способ сварки неповоротных стыков исключает непроваренные участки, и шов получается более надёжным. При выполнении третьего шва работают по схеме первого варианта.
Самое надёжное соединение даёт многослойная сварка. В некоторых случаях применяют сварку спиралью – очистив от окалины начальный шов, второй ведут параллельно валику первого.
Сварка медных труб
Выбор способа сварки медных труб зависит от назначения соединяемых труб, герметичности шва и иных характеристик. Применяют три метода сварки – электродуговую, контактную и газовую.
Наиболее перспективной признаётся электродуговая сварка с использованием неплавящегося электрода из вольфрама и присадочной проволоки, в состав которой добавлены раскислители.
В качестве защитного газа целесообразно использовать азот, потому что сварка получается дешёвой.
Однако при работе с тонкостенными медными трубами лучше применять аргон.
Сварка стальных труб
Самой востребованной остаётся сварка стальных труб – как в производстве, так и в быту. Здесь существенную роль играет квалификация сварщика. Что касается сварочного оборудования, то используются электросварки, газосварки и полуавтоматы.
Перед началом сварки проводят предварительную тщательную очистку кромок от загрязнений и окислов, затем снимают фаску, что позволит получить V-образную площадь, благодаря которой шов станет прочным и герметичным.
При сварке газовой горелкой достаточно одного шва. С целью исключения непровара окончание шва немного накладывается на начало. Сорт присадочного материала должен быть одинаковым с металлом свариваемой трубы.
А самыми распространёнными на сегодня являются электросварка и полуавтоматическая. В обоих случаях процесс начинается с подготовки свариваемых труб. Затем соединяемые части центрируют и равномерно прихватывают в трёх-четырёх точках.
Первый шов «тройкой». Важно заполнить фаску по высоте всего на две трети. После очистки шва от шлака и проверки качества работы, меняют электрод «четвёрку» и приступают к нанесению дополнительного шва.
Сварка оцинкованных труб
Специальная технология сварки оцинкованных труб позволяет соединять их, не нарушая цинкового покрытия. На место стыковки наносят флюс, который и обеспечивает защиту от выгорания покрытия. Под флюсовым слоем цинк сначала от воздействия тепла становится вязко-жидким, затем расплавляется, но не выгорает и не испаряется. По завершению сварки это обеспечивает защиту от коррозии.
При работе с оцинкованным материалом крайне важно наличие вентиляции. В противном случае от цинковых паров сварщик может «заработать» лёгочное заболевание или хуже того, задохнуться.
Сварка профильных труб
Основной способ сварки профильных труб – обычное соединение торцов встык. Выполняют её дуговым или газовым методом, но благодаря простоте и качественному шву больше распространён первый из них. Однако электросварка профильной трубы требует опыта работы сварщика, хотя бы небольшого.
Много зависит, к примеру, от правильного подбора электрода. Чем он толще, тем мощнее дуга. Излишне толстым электродом профильную трубу можно прожечь, а слишком тонким получить непрочный шов. Учитывая то, что для данного изделия характерная толщина составляет 1,5-5 мм, подойдут «двойка и «тройка».
При работе с профильными трубами важна скорость движения электрода по материалу. Если замедлиться, то есть риск прожечь деталь, при убыстрении – получить некачественный шов. Оптимальное движение подбирается опытным путём.
Сварка газовых труб
Настоящего профессионализма требует сварка газовых труб, которая довольно опасна. Работать нужно быстро и качественно.
Перед началом соединения обрабатывают кромки труб: очищают от загрязнений. Если труба толстостенная – больше 4 мм, то производят скос кромок для облегчения прогревания металла на месте контакта.
Практикуются два способа сварки газовых труб:
- сварка слева направо. Применяют тогда, когда толщина металла больше 5-ти мм. Дуга направляется на уже приваренный участок, вместе с горелкой перемещается присадка. Вариант экономит расход газа и повышает производительность на 25%;
- сварка справа налево. Здесь горелку продвигают по не приваренным участкам – присадочная проволока «идёт впереди паровоза». Лучший метод для работы с тонкостенными газовыми трубами.
Сварка трубопроводов
Способ электродуговой сварки трубопроводов часто применяют при монтаже или изготовлении технологических линий. Производятся они на постоянном или переменном токе.
Экономичным, а значит, более выгодным является сварка на переменном токе, потому что получается меньший расход энергии. Да и оборудование требуется более доступное.
Какой метод соединения лучше? За и против
Таким образом, не отрицая высокие эксплуатационные качества традиционного сварного соединения, нельзя недооценивать и явные преимущества других методов. Хотя и у них есть свои недостатки. Поэтому при выборе учитывается конкретная ситуация – место прокладки труб, переносимая среда, назначение системы. Те же металлические трубы разного диаметра можно состыковать без резьбы и сварки с помощью муфты, но только при условии, что она изготовлена по европейским стандартам, а значит, высокопрочная. Или ремонтно-монтажная обойма: она незаменима при временных ремонтах, при устранении трещин, для экстренной стыковки труб. Но для обустройства трубопровода газоснабжения в индивидуальном хозяйстве безопаснее воспользоваться тем же фланцевым способом.
Нужно предусмотреть, что не всегда рядовой пользователь знает, как соединить две стальные трубы или не может провести работы самостоятельно. Возможно, потребуется участие специалистов, использование специальной оснастки.
Но неразрешимых проблем не существует. Благодаря наличию перечисленных способов соединения труб, всегда можно подобрать нужный вариант. Для качественного выполнения работ немаловажно купить металлические трубы высокого качества. Европейские стандарты качества всей продукции и всесторонняя поддержка в любых технических вопросах от наших специалистов – это гарантия успешности ваших инженерных проектов. Обращайтесь на нашу контактную линию – 0800-30-30-70.
Разъемное соединение
Если предусмотрено, что вода будет двигаться самотеком, трубы соединяются одним из самых простых способов:
- конец трубы ПНД для воды вводится в раструб другой. Для герметичности можно использовать манжеты из силикона или резины;
- с помощью фитинга.
Также к разъемным способам относятся:
- соединение с использованием муфт, которые чаще всего изготавливаются из полиэтилена. Их главными достоинствами считаются дешевизна, внушительный срок использования, надежность и устойчивость к перепадам температур и механическому воздействию;
- соединение компрессионным фитингом – именно так можно соединить трубу, изготовленную из полиэтилена, с металлопластиковой или полипропиленовой деталью;
- фланцевое соединение – этот вариант выбирают тогда, когда соединяются технические трубы ПНД диаметром от 110 мм или происходит стыковка полиэтиленовых труб со стальной магистралью. Кроме того, с помощью фланца трубы соединяются с другими элементами – кранами, насосами, клапанами и др.
Сварка простых (неповоротных) стыков
Сваривание простых стыков происходит в два этапа: окружность стыка мысленно разделяют на два равных участка, затем последовательно обрабатывают и закрывают шов. Порядок действий одинаковый для каждой из половинок:
- Сварка начинается с верхней точки с применением короткой дуги в полдиаметра электрода.
- Дуга аккуратно проводится по горизонтальному участию без изменения скорости воздействия.
- Электрод подводится к нижнему отделу, после чего создаётся замок и сверху наносится декоративный шов.
Перед сваркой стыки тщательно обрабатывают для удаления острых углов, рваных краёв и других мелких дефектов. Если не удаётся добиться ровности простой механической обработкой, используют абразивный круг или рашпиль.
В процессе сварки особое внимание уделяется стабильному положению дуги: удаление инструмента на 3 мм или более приводит к образованию дефектов и ломкости шва после застывания металла. При нанесении новых слоёв поверх основного шва соблюдаются те же правила, но добавляется нахлёст в 20-40 мм по краям.
Сварка вертикальных и горизонтальных элементов дугой практически не отличается: единственное различие – необходимость постоянно менять угол наклона рабочего электрода к линии шва.
Подготовка труб для сварки
Для подготовки труб к сварочным работам необходимо нарезать трубы и другой материал на требуемые куски, произвести согласно чертежу обработку кромок, очистить поверхность под сварку.
Угол скоса кромок должен соответствовать стандартам, проверку угла производят в нескольких точках по окружности. Торцы труб должны быть строго перпендикулярны оси труб.
Отклонения замеряют два раза по взаимно перпендикулярным диаметрам. Отклонения для труб до 250 мм не должны превышать 1 мм для труб с условным походом, а для более толстых труб – до 2 мм.
Не допускается сваривать трубы с кромками, покрытыми маслом, краской или грязью. Из-за этих загрязнений снижается прочность шва, появляется пористость в шве.
Очистка должна производиться, как минимум, на 20 мм от стыка. Для этого используют стальные щётки, шлифовальные машинки и прочее.
Необходимо обеспечить точность совпадения центров свариваемых труб и их обязательную фиксацию до прихватки.
Прихватка – это короткий сварной шов, который применяют для дополнительной фиксации деталей сварных конструкций. По правилам, прихватку делает тот же сварщик, который будет сваривать весь стыковой шов.
Трубопроводы высокого давления, сварка и термообработка сварных соединений
Толстостенные трубы высокого давления
Сварка труб высокого давления допускает все виды промышленной сварки, однако из-за высоких требований к качеству сварки, допускаются к этому только сварщики, имеющие специальное удостоверение о сдаче квалификации по правилам Госгортехнадзора.
Для испытания качества сварки труб высокого давления требуются специальные средства. Требуется обеспечить высокое качество сварного шва, который должен выдержать транспортирование среды при низких и высоких температурах, кроме того, шов должен быть стойким к коррозии.
Для этого выбирают тип сварки.
Соединение стальных труб сваркой для сталей 20 и ЗОХМА для трубопроводов высокого давления допускается выполнять газовой сваркой для внутренних диаметров от 6 до 25 мм. Другие диаметры требуют применения электродуговой сварки.
Количество проходов (слоёв сварки) необходимо от 4 до 10.
После любого типа сварки необходимо снять внутренние термические напряжения. Для этого, с обеих сторон шва, на расстоянии по 100 мм с обеих сторон, проводят термическую обработку, иначе из-за высоких температур сварки останутся изменения структуры металла шва и зоны возле шва, что резко ухудшает механическую прочность соединения.
В условиях монтажа трубопровода, производят отжиг. Для термообработки используют либо муфельные переносные печи, либо газовые кольцевые горелки и кольцевые индукционные нагреватели, нагревая указанное выше соединение труб .